There is more than one way to skin a cat (with apologies to the animal folks - I have 3 of the critters, and wouldn't think of.....). There are also about as many ways to build a boat as there are boat builders. This web page is not intended to be a "how to" lesson, but rather a "I did it this way" show and tell. But besides presenting a few pictures together with explanations as I progress through the various phases and problems in building yet another boat, I include for each section a Next Time discussion about what I have learned by actually doing it this time. I've read almost all of the currently popular books and know how to do it, but until I have actually done it myself, I haven't learned anything. But doing it once only demonstrates how to do it; doing it over corrects the angle of the blade, the turn of the hand, the placement of a clamp - how it all should have been done. In the hope that I can be of some help to other builders, I offer my experiences and suggestions to myself about how I should have done it or how I will do it next time.
(Note: I have built more boats since this article was originally written, and have continued to learn. If I have changed a particular operation, I will note it in the text.)
* * * * * * *
Index:
Shaping the stems
The first strips
Stapless clamping
Shaping the recurved hull
Creative strip clamping
Closing the bottom
Outside stems
Fairing
Filling the gaps
Laying out Fiberglass cloth
The wet out
Fill coating and sanding
Fiberglassing the inside
The painter hole
Seat
Thwart and gunwales
Decks
Varnishing
Building a paddle
Shaping
the laminated spruce stems.
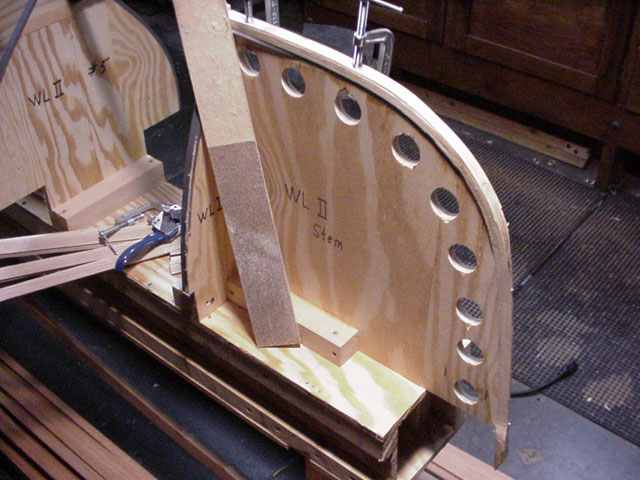 The stem is nailed to the form with
11/2"
finishing nails, with the heads just protruding. The stems were pre-drilled to
make sure everything went straight. There will be a 1/8"
flat
along the center of the stem. I hogged off the lower part of the stem with
a spoke shave, then fine tuned the angle with 60 grit sandpaper glued on to a
long flat piece of 1/4"
plywood, seen leaning against the stem form.
I held the back end against the last form and sanded against the stem until I
reached the line defining the 1/8"
wide flat. Worked great. Next
time: Don't put the duct tape on the last form until the stem is
shaped. It gets real ragged and is a mess to replace. Consider
packaging tape instead of duct tape. Also, use a narrower sanding
strip. I would try making up a few ash sanding strips the same size as the
strips to be put on the boat. The wide sanding strip I used here was not
that good where there was a lot of twist, like after the turn of the bilge.
The stem is nailed to the form with
11/2"
finishing nails, with the heads just protruding. The stems were pre-drilled to
make sure everything went straight. There will be a 1/8"
flat
along the center of the stem. I hogged off the lower part of the stem with
a spoke shave, then fine tuned the angle with 60 grit sandpaper glued on to a
long flat piece of 1/4"
plywood, seen leaning against the stem form.
I held the back end against the last form and sanded against the stem until I
reached the line defining the 1/8"
wide flat. Worked great. Next
time: Don't put the duct tape on the last form until the stem is
shaped. It gets real ragged and is a mess to replace. Consider
packaging tape instead of duct tape. Also, use a narrower sanding
strip. I would try making up a few ash sanding strips the same size as the
strips to be put on the boat. The wide sanding strip I used here was not
that good where there was a lot of twist, like after the turn of the bilge.
The
first few mahogany strips.
 No staples. The sheer strips were not
coved, only beaded for laying strips bead edge up. Nails through small
cedar blocks into the form held the sheer strips in place. Excess
glue was wiped off with a wet sponge, or allowed to dry to the rubbery stage and
scraped off with a putty knife. The accent stripe was made from Peruvian
walnut and short pieces of red/white cedar strips, glued flat and then sliced
off. It was built up from three such strips, each planed to 3/16"
to match
the mahogany, and then the edges cut with the router bead and cove. Even
though all of the strips are 3/16"
thick, the bead and cove was cut with 1/4"
bits. They seem to fit better than if I had used 3/16"
cutters, which are not readily available anyway. Next time: Cut the
strips a frog's hair too thick, then plane them all at the same planer setting
for consistent thickness. PRECISELY cut the bead and cove edges, using a chip
breaker on the router set up. I had a lot of tear out due to wild grain in
the mahogany, requiring numerous scarf joints to repair. A chip breaker
similar to a zero clearance insert plate on a table saw would have saved a lot
of extra work. I will certainly work on this before cutting my next batch
of strips.
No staples. The sheer strips were not
coved, only beaded for laying strips bead edge up. Nails through small
cedar blocks into the form held the sheer strips in place. Excess
glue was wiped off with a wet sponge, or allowed to dry to the rubbery stage and
scraped off with a putty knife. The accent stripe was made from Peruvian
walnut and short pieces of red/white cedar strips, glued flat and then sliced
off. It was built up from three such strips, each planed to 3/16"
to match
the mahogany, and then the edges cut with the router bead and cove. Even
though all of the strips are 3/16"
thick, the bead and cove was cut with 1/4"
bits. They seem to fit better than if I had used 3/16"
cutters, which are not readily available anyway. Next time: Cut the
strips a frog's hair too thick, then plane them all at the same planer setting
for consistent thickness. PRECISELY cut the bead and cove edges, using a chip
breaker on the router set up. I had a lot of tear out due to wild grain in
the mahogany, requiring numerous scarf joints to repair. A chip breaker
similar to a zero clearance insert plate on a table saw would have saved a lot
of extra work. I will certainly work on this before cutting my next batch
of strips.
(Note: Since I built this boat, I have switched to back routing, also known as climb cutting, for routing the bead and cove edges for strips. No chip breaker required. See the Making Strips section for details.)
 The top wedge, cut from a coved
piece of mahogany strip, pushes the strip down tight on to the previous
one, while the other wedge keeps it snug against the form. The jig body is
cut from scrap 1/2"
plywood, left over from cutting the forms. This
technique is described in the Green Valley web site, by Martin Step ( http://www.greenval.com
). It works great for the most part, but there is still some creative
clamping required when the bends get tougher. Next time: Use
the wedges, but also use web clamps or bungees between the forms, from
the sheer to the turn of the bilge. It is imperative that the strips
are clamped evenly and fit perfectly. If not, look forward to a lot of
cracks between strips requiring filling, which then requires more work fairing,
sanding, and the possibility of looking less than perfect. Air pockets can
be left between strips that will ultimately manifest themselves as bubbles under
the fiberglass. I found that after a strip had been glued and wedged, if I
could manually push the strip down between stations and got some glue squeeze
out, I would add a web clamp. I also had nailed a batten along the keel
line to keep the forms aligned, especially early in the stripping. When I
had stripped to the turn of the bilge, I used scrap pieces of strip wedged from
the batten to the new strip to push it against the previous strip, again
checking for squeeze out. Many strips that were wedge clamped and looked
good got tighter with the wedged pieces pushing down between the wedge
clamps. Web clamps were used exclusively in the bow and stern areas where
the strips were vertical nearly all the way to the keel. The problem at
the stems was not clamping, but dried glue squeeze out (and possibly mushy
duct tape) that prevented a good tight fit. I will try shaving off a
little of the inside cove edge where it contacts the stem to try and get a
better and tighter fit.
The top wedge, cut from a coved
piece of mahogany strip, pushes the strip down tight on to the previous
one, while the other wedge keeps it snug against the form. The jig body is
cut from scrap 1/2"
plywood, left over from cutting the forms. This
technique is described in the Green Valley web site, by Martin Step ( http://www.greenval.com
). It works great for the most part, but there is still some creative
clamping required when the bends get tougher. Next time: Use
the wedges, but also use web clamps or bungees between the forms, from
the sheer to the turn of the bilge. It is imperative that the strips
are clamped evenly and fit perfectly. If not, look forward to a lot of
cracks between strips requiring filling, which then requires more work fairing,
sanding, and the possibility of looking less than perfect. Air pockets can
be left between strips that will ultimately manifest themselves as bubbles under
the fiberglass. I found that after a strip had been glued and wedged, if I
could manually push the strip down between stations and got some glue squeeze
out, I would add a web clamp. I also had nailed a batten along the keel
line to keep the forms aligned, especially early in the stripping. When I
had stripped to the turn of the bilge, I used scrap pieces of strip wedged from
the batten to the new strip to push it against the previous strip, again
checking for squeeze out. Many strips that were wedge clamped and looked
good got tighter with the wedged pieces pushing down between the wedge
clamps. Web clamps were used exclusively in the bow and stern areas where
the strips were vertical nearly all the way to the keel. The problem at
the stems was not clamping, but dried glue squeeze out (and possibly mushy
duct tape) that prevented a good tight fit. I will try shaving off a
little of the inside cove edge where it contacts the stem to try and get a
better and tighter fit.
 This
boat has a recurved or concave section near the bow and stern. Strips
just naturally tend to pull away from the forms in these areas, and if not built
correctly, the hull shape will not be as the designer intended. When I
built my first canoe, the staples I used did not do the job. I didn't know
any better and let it go. The result was not exactly as designed.
For the Wee Lassie II, I built a framework out of 1 x 4's and screwed them to
the forms in the problem areas. Then I clamped some 1 x 2's to the
vertical pieces after pushing the hull sides against the forms. It worked
well until I got above the bilge turn area. Then I had to drive a nail or
two here and there to keep the strips tight. Next time:
Depending on the boat, use more push sticks. I disliked punching nail
holes in the stapless hull, even though they were very thin. The problem
to be solved is having the last glued strip lying dead on the forms in the
proper position before the next strip is glued on, and then have the glued strip
lie true while the glue sets.
This
boat has a recurved or concave section near the bow and stern. Strips
just naturally tend to pull away from the forms in these areas, and if not built
correctly, the hull shape will not be as the designer intended. When I
built my first canoe, the staples I used did not do the job. I didn't know
any better and let it go. The result was not exactly as designed.
For the Wee Lassie II, I built a framework out of 1 x 4's and screwed them to
the forms in the problem areas. Then I clamped some 1 x 2's to the
vertical pieces after pushing the hull sides against the forms. It worked
well until I got above the bilge turn area. Then I had to drive a nail or
two here and there to keep the strips tight. Next time:
Depending on the boat, use more push sticks. I disliked punching nail
holes in the stapless hull, even though they were very thin. The problem
to be solved is having the last glued strip lying dead on the forms in the
proper position before the next strip is glued on, and then have the glued strip
lie true while the glue sets.
 Despite my best efforts, I had a lot of gaps in this area,
attributable to some imprecisely cut strips and dried glue squeeze out along the
top of the stem. Next time: Cut and edge the strips as
described previously, and get even more creative with the clamping.
Whatever it takes to get the strips to fit tight. This could (should)
include dry fitting and clamping the entire strip for fit before any glue is
applied.
Despite my best efforts, I had a lot of gaps in this area,
attributable to some imprecisely cut strips and dried glue squeeze out along the
top of the stem. Next time: Cut and edge the strips as
described previously, and get even more creative with the clamping.
Whatever it takes to get the strips to fit tight. This could (should)
include dry fitting and clamping the entire strip for fit before any glue is
applied.

 One
side of the bottom closed. The ends of all the strips cross the center
line. Note the cross piece on the pusher frame, allowing the push sticks
to get a better angle. Note also the small blocks of cedar where nails are
used to hold the glued strips to the frames. Next time: Use
more push stick frames and eliminate the use of nails. This could be a
pain, but what ever it takes....
One
side of the bottom closed. The ends of all the strips cross the center
line. Note the cross piece on the pusher frame, allowing the push sticks
to get a better angle. Note also the small blocks of cedar where nails are
used to hold the glued strips to the frames. Next time: Use
more push stick frames and eliminate the use of nails. This could be a
pain, but what ever it takes....
 The inner stems were covered with the strips, with the strips
extending beyond the stems. As the strips were placed, one was cut
to the angle of the inner stem bevel, and the opposite strip glued to it and
trimmed. The result was a leading edge of solid strip material about 1/4"
wide, with the inner stem completely covered. A belt sander was
used to carefully smooth the curve, and a recess was cut into the keel area
about 1/4"
deep. Two pieces of 1/8"
thick by 3/8"
wide ash
were cut and soaked, then bent and clamped to dry directly on the hull.
When all was dried, the two pieces of ash were laminated together with thickened
epoxy. Mixed epoxy was painted onto the leading edges (end grain) of the
hull strips until no more soaked in. The remaining epoxy was thickened,
and the now cured lamination glued on. Clamping was creative, but
effective. The ash was then faired into the lines of the hull. After
fiberglassing the hull, a 3" wide strip of bias cut fiberglass cloth was wrapped
around the stems. Next time: I liked the way these outer
stems turned out, both mechanically and aesthetically. The only thing to
watch for next time is the bubbles that formed under the bias cloth. These
were small, but noticeable on close inspection.
The inner stems were covered with the strips, with the strips
extending beyond the stems. As the strips were placed, one was cut
to the angle of the inner stem bevel, and the opposite strip glued to it and
trimmed. The result was a leading edge of solid strip material about 1/4"
wide, with the inner stem completely covered. A belt sander was
used to carefully smooth the curve, and a recess was cut into the keel area
about 1/4"
deep. Two pieces of 1/8"
thick by 3/8"
wide ash
were cut and soaked, then bent and clamped to dry directly on the hull.
When all was dried, the two pieces of ash were laminated together with thickened
epoxy. Mixed epoxy was painted onto the leading edges (end grain) of the
hull strips until no more soaked in. The remaining epoxy was thickened,
and the now cured lamination glued on. Clamping was creative, but
effective. The ash was then faired into the lines of the hull. After
fiberglassing the hull, a 3" wide strip of bias cut fiberglass cloth was wrapped
around the stems. Next time: I liked the way these outer
stems turned out, both mechanically and aesthetically. The only thing to
watch for next time is the bubbles that formed under the bias cloth. These
were small, but noticeable on close inspection.
 Rough
fairing was done with an assortment of scrapers. The mahogany had some
wild grain in it, sometimes changing direction in a single strip. The tear out
I got when using a block plane was going to be a problem, so I stopped
using it. Being harder than cedar, the mahogany responded beautifully to
the scrapers. Even with the scrapers, I had to be careful with the grain
reversing. Scraping was followed by random orbit sanding with 80
grit paper. The sander had a dust collection hose attached to my shop vac,
and airborne dust was minimal. I never used the long board, although if
the strips were thicker, I might have. Next time: Better lay-up
would reduce the need for hull shape corrections during fairing. This
requires highly accurate beads and coves, tight gluing the entire length of the
strip, and close contact with the forms at all points. With these
improvements, fairing should be reduced to smoothing the joints between strips.
Rough
fairing was done with an assortment of scrapers. The mahogany had some
wild grain in it, sometimes changing direction in a single strip. The tear out
I got when using a block plane was going to be a problem, so I stopped
using it. Being harder than cedar, the mahogany responded beautifully to
the scrapers. Even with the scrapers, I had to be careful with the grain
reversing. Scraping was followed by random orbit sanding with 80
grit paper. The sander had a dust collection hose attached to my shop vac,
and airborne dust was minimal. I never used the long board, although if
the strips were thicker, I might have. Next time: Better lay-up
would reduce the need for hull shape corrections during fairing. This
requires highly accurate beads and coves, tight gluing the entire length of the
strip, and close contact with the forms at all points. With these
improvements, fairing should be reduced to smoothing the joints between strips.
 The
faired hull had the usual cracks and gaps between strips, especially around the
stems, and a few holes from the nails. I used epoxy thickened with
colloidal silica and flavored with wood flour, which I collected in a clean belt
sander dust bag (120 grit) using some scrap mahogany as a source. I
applied the filler with a home made putty knife. This was a 3/4"
wide
stainless steel cake decorating spatula that I carefully ground straight across
the end. After applying all of the filler, I went around and removed the
excess with a squeegee. The next day the fills were not yet rock hard, and
responded well to the cabinet scraper. I went around and filled
three times, scraping and sanding the fills after they hardened. I then
sanded the entire hull with 120 grit on the RO sander. Next time:
More of the same. Again, better lay-up would reduce the number of fills.
The
faired hull had the usual cracks and gaps between strips, especially around the
stems, and a few holes from the nails. I used epoxy thickened with
colloidal silica and flavored with wood flour, which I collected in a clean belt
sander dust bag (120 grit) using some scrap mahogany as a source. I
applied the filler with a home made putty knife. This was a 3/4"
wide
stainless steel cake decorating spatula that I carefully ground straight across
the end. After applying all of the filler, I went around and removed the
excess with a squeegee. The next day the fills were not yet rock hard, and
responded well to the cabinet scraper. I went around and filled
three times, scraping and sanding the fills after they hardened. I then
sanded the entire hull with 120 grit on the RO sander. Next time:
More of the same. Again, better lay-up would reduce the number of fills.
 My
helper and the sanded hull, with 6 oz. fiberglass cloth ready for wet out. The
entire hull had been dampened with a clean sponge and water. The next day
I sanded with 220 grit. Then I vacuumed the hull, but some fine dust
remained. I used a Swiffer electrostatic dusting cloth (supermarket) to
remove the residual dust, and then hung the fiberglass. The cloth was
60" wide, so I draped it more to one side in order to save as much excess
as possible for later use for cutting bias strips. I wore surgeons gloves
while handling and working the cloth to prevent pulls as much as possible.
The longitudinal strands were oriented parallel with the keel line, and the
transverse strands were kept at right angles to it. Smoothing was done
with a new wide plastic squeegee, then a wallpaper brush, which seemed to work
better. The one pull I did have was eliminated by lightly brushing it
rapidly back and forth with the tip of a dry paint brush. Next time:
Nothing particularly different. I hope to significantly reduce the need
for filling, but scraping, sanding, and draping the cloth went well.
My
helper and the sanded hull, with 6 oz. fiberglass cloth ready for wet out. The
entire hull had been dampened with a clean sponge and water. The next day
I sanded with 220 grit. Then I vacuumed the hull, but some fine dust
remained. I used a Swiffer electrostatic dusting cloth (supermarket) to
remove the residual dust, and then hung the fiberglass. The cloth was
60" wide, so I draped it more to one side in order to save as much excess
as possible for later use for cutting bias strips. I wore surgeons gloves
while handling and working the cloth to prevent pulls as much as possible.
The longitudinal strands were oriented parallel with the keel line, and the
transverse strands were kept at right angles to it. Smoothing was done
with a new wide plastic squeegee, then a wallpaper brush, which seemed to work
better. The one pull I did have was eliminated by lightly brushing it
rapidly back and forth with the tip of a dry paint brush. Next time:
Nothing particularly different. I hope to significantly reduce the need
for filling, but scraping, sanding, and draping the cloth went well.
 I used MAS epoxy exclusively with the slow hardener, and did not
precoat. The kerosene forced hot air heater got the shop nice and toasty
warm, then it was secured and the wet out began. I used a brush to apply
the epoxy, which is a lot slower than a squeegee or roller, but it forced my
attention to detail. I sqeegeed the excess off when the epoxy got a little
stiff, using a low angle on the squeegee to allow a firm pressure without
starving the cloth. It is important to get the cloth tight to the hull
with enough epoxy to fully saturate the glass and soak into the wood, while not
leaving any "dry" spots. This is difficult to do if the wood is
precoated. The excess epoxy was discarded - it was milky looking due to
tiny air bubbles, which rendered it useless for coating. I did not get any
of the ripples along the sheer that had plagued me on past boats, likely because
of the way I had evenly and squarely laid out the cloth.
(Note: I have since found out from MAS that the milky epoxy need not
be discarded. I now spread it around, and the bubbles dissipate before the
epoxy kicks off to the gel stage. Be aware that I know this works with MAS
slow hardener - other epoxies may not be as friendly.)
I used MAS epoxy exclusively with the slow hardener, and did not
precoat. The kerosene forced hot air heater got the shop nice and toasty
warm, then it was secured and the wet out began. I used a brush to apply
the epoxy, which is a lot slower than a squeegee or roller, but it forced my
attention to detail. I sqeegeed the excess off when the epoxy got a little
stiff, using a low angle on the squeegee to allow a firm pressure without
starving the cloth. It is important to get the cloth tight to the hull
with enough epoxy to fully saturate the glass and soak into the wood, while not
leaving any "dry" spots. This is difficult to do if the wood is
precoated. The excess epoxy was discarded - it was milky looking due to
tiny air bubbles, which rendered it useless for coating. I did not get any
of the ripples along the sheer that had plagued me on past boats, likely because
of the way I had evenly and squarely laid out the cloth.
(Note: I have since found out from MAS that the milky epoxy need not
be discarded. I now spread it around, and the bubbles dissipate before the
epoxy kicks off to the gel stage. Be aware that I know this works with MAS
slow hardener - other epoxies may not be as friendly.)
I also had no problems with bubbles. I believe bubbles under fiberglass are not so much an effect of expanding air in the wood pores (mahogany has zillions of open pores), but hidden gaps between bead/cove joints due to insufficient glue or not quite perfect fits, especially on the inside where the curves are mostly concave. There could be hidden air spaces between strips, which will produce a much larger localized bubble than the tiny ones one would expect if they were due entirely to air in wood pores. Cedar has a lot fewer visible pores than mahogany, yet I have seen dime sized bubbles here and there in my other boats which would have been impossible to generate from pore air. Next time: This IS the next time, having learned with my previous two boats. Careful layout and handling of the cloth using surgeons gloves to reduce the possibility of pulls and ripples, smoothing with a wallpaper brush, and firm but gentle squeegeeing just when the epoxy gets a little stiff all contributed to a near perfect wet out.
 Before filling, I cut two 3" wide strips of bias
cloth from the leftovers, and wrapped them over the stems. Between the
ends of the bias strips I laid a 3" strip of straight cut cloth, so that I
had an extra layer of fiberglass strip the entire length of the boat from stem
to stem along the keel line, and ending at the tops of the stems. Wet out
was with brushed on MAS resin with slow hardener, but I did not squeegee
it. This later proved to be a minor mistake that was easily
corrected. After the epoxy hardened, I feathered the edges using 80 grit
paper on the RO sander, being careful to just taper the edges.
Before filling, I cut two 3" wide strips of bias
cloth from the leftovers, and wrapped them over the stems. Between the
ends of the bias strips I laid a 3" strip of straight cut cloth, so that I
had an extra layer of fiberglass strip the entire length of the boat from stem
to stem along the keel line, and ending at the tops of the stems. Wet out
was with brushed on MAS resin with slow hardener, but I did not squeegee
it. This later proved to be a minor mistake that was easily
corrected. After the epoxy hardened, I feathered the edges using 80 grit
paper on the RO sander, being careful to just taper the edges.
For the fill coats I mixed MAS slow hardener with 25 to 30% fast hardener, with the final mix at the required 2:1 ratio. This gave a reasonable pot life, with initial set just after I got each of the 6 oz. batches on. Blush was non-existent. When the epoxy got a little stiff, I dragged the drools up the hull with a squeegee, keeping more of the epoxy on the boat rather than on the cardboard protecting the floor. I did get some dripping, though, and there were a few runs here and there.
There were four fill coats, put on at the rate of one coat on each of four successive days. I let each coat harden over night, then attacked the runs and drool with cabinet scrapers. The epoxy was green, and yielded nicely to the scrapers. If I had let the runs stay until I sanded following the hardening of the final coat, I would have cut through to the cloth on the thin sides of the runs while taking the runs down fair. Believe me, this happens. By scraping off the runs each day, I was able to get four reasonably smooth coats on with NO cutting through to the cloth anywhere on the boat when I sanded, with but one exception. Recall that I did not squeegee the stem and keel strips. This left the cloth "floating" here and there, and I did expose the weave of the cloth in spots while sanding. I fixed this by brushing on a coat of resin mixed with 100% fast hardener. I got blush, but it washed off with a little ammoniated water and a sponge. I then scraped it fair, and sanded to 80 grit to match the sanding of the rest of the hull. Incidentally, scraping fully cured epoxy is much too difficult. It is best to scrape the runs after each coat while the epoxy is still green. The final coats will be a lot smoother, requiring much less aggressive final sanding. Next time: I will be sure to squeegee any additional reinforcing strips when they are wet out. This is the first time I had scraped green runs, and it worked great. Also, brushing on the epoxy seemed to work well for me, especially when mixed with up to 30% fast hardener. Dragging the wet drool up the sides was only somewhat effective, but I feel it was worth the effort.
 Fairing the inside was done once again with scrapers.
There were a lot of gaps between strips, which were filled with thickened epoxy
and mahogany wood flour. Initial sanding was with 80 grit on the RO
sander, followed by 120 grit after scraping the fills. I didn't wet the
hull with water, since there was little if any effect when I did the outside of
the hull.
Fairing the inside was done once again with scrapers.
There were a lot of gaps between strips, which were filled with thickened epoxy
and mahogany wood flour. Initial sanding was with 80 grit on the RO
sander, followed by 120 grit after scraping the fills. I didn't wet the
hull with water, since there was little if any effect when I did the outside of
the hull.
I mixed up a rather thick batch of colored epoxy and laid a fillet along the keel, from the end of one inner stem to the other. The fillet flattened out before it hardened due to my using the slow hardener. The next day I cut 3" bias strips and laid them from the tip of the stem, all along the keel, and up to the tip of the other stem. After wet out and squeegeeing, I let it set up overnight. The next day I scraped and sanded the edges of the strips, feathering them into the surrounding wood. Then I flipped the hull over and draped cloth over it once again, using it as a pattern for cutting the inside cloth to shape. I trimmed it a few inches below the sheer, but short around the stems. Then I split it along the stems, back to about where the inside stem ended. Then it was rolled up on a cardboard tube, the hull righted, and the glass unrolled into the boat. I did not precoat. After smoothing with the wallpaper brush, I had a near perfect fit with no further trimming or fitting required inside. This was extremely helpful at wet out time, since I had no glass fuzzies or sticky scissors to contend with.
Wet out was with MAS slow. I started with a brush, but it was going extremely slow so I switched to a squeegee for the large open areas. The brush was indispensable in the ends where the squeegee wouldn't fit. The main 'glass overlapped the edges of the bias strips along the inner stem. This is the first boat I have built where the inside stem area came out this nice. After scraping the overlap with a specially sharpened paint scraper, there were no lumps or bumps to speak of. I am still learning. (Note: I now don't cover the inside stems with cloth. They get covered with epoxy, effectively sealing the wood, and there is little or no structural effect from not using cloth.)
The four fill coats were uneventful, with no blush using 25% fast hardener. I had run out of epoxy after the first fill coat, and had to sand it before putting on the second a few days later. On each coat I dragged the drool up from the keel to the sheer with a brush, the same as done on the outside of the boat. There were no problems.
Next time: Not much different. Using the overturned hull for a cutting pattern was very helpful. I should have done this before taking the hull off the forms. I had done the outside 'glass, then took the hull off, removed the forms, and screwed the slings on to the strongback. In order to make it easier and more accurate in cutting the inside 'glass, I removed the slings and replaced a few forms to support the overturned hull. This extra work could have been avoided if I had cut the inside 'glass before taking down the mold.

 The books say to use a piece of PVC or brass pipe for a through hull
painter hole. I dislike these, being non-wood. I could have used a
piece of drilled dowel rod, but that would leave end grain showing on the hull
surface. Using a hole saw, I cut three plugs of 3/4"
ash and epoxied
them in a stack, using the 1/4"
center hole and a waxed dowel rod for
alignment. When the glue had cured, I ran a bolt through the stack,
tightened it with a nut, and chucked it into the drill press. Using a file
and sandpaper, I turned the plug down to fit the 1" hole I had drilled in
the hull, again with a hole saw. The mounting hole had been carefully laid
out so that the plug would just touch the back side of the inner stem.
The books say to use a piece of PVC or brass pipe for a through hull
painter hole. I dislike these, being non-wood. I could have used a
piece of drilled dowel rod, but that would leave end grain showing on the hull
surface. Using a hole saw, I cut three plugs of 3/4"
ash and epoxied
them in a stack, using the 1/4"
center hole and a waxed dowel rod for
alignment. When the glue had cured, I ran a bolt through the stack,
tightened it with a nut, and chucked it into the drill press. Using a file
and sandpaper, I turned the plug down to fit the 1" hole I had drilled in
the hull, again with a hole saw. The mounting hole had been carefully laid
out so that the plug would just touch the back side of the inner stem.
I used a 1" Forstner bit to drill a shallow counter bore in a piece of plywood clamped to the drill press table. The bit was changed to a 1/2" Forstner without disturbing the alignment of the counter bore. The ash plug was inserted into the counter bore, thereby aligning its center with the center of the 1/2" bit. The hole was then drilled out.
Thickened epoxy was used to set the plug into the hull, with a liberal application of the glue all around the inside surfaces. Once the glue had cured, the plug was trimmed flush with the hull, and the hole rounded over with a rat tail file and sandpaper. The wood surfaces were slathered with epoxy to seal everything. Next time: I only used a single painter hole in the bow. In retrospect, I should have put one in the stern also. One thing they both could have been used for is hanging the hull while waiting for varnish to dry later on. I suspect that if the varnished surface was facing downward, dust settling would be minimal.
 The seat is one designed by Martin Step at Green Valley Boats. It is
built from ash, and was fitted lower in the boat than shown here. Mac
McCarthy, the boat designer, recommends mounting the seat at a height of 11/2"" above the bilge. At that height, the mounting "ears"
would be completely cut off. I wanted to use the sculpted seat, but also
wanted to have it mounted low as designed. I decided to use two seats -
the original sculpted one shown, and another smaller plain vanilla seat that
would mount at the design height. In order to accomplish this, I epoxied a
11/2" riser in place with another spacer riser 1" high loosely on top
of the main one. The bottom riser has brass threaded inserts to accept
brass flat head bolts through the seat frame, the 1 inch spacer, and into the
main riser. If I want to use a lower seat, I will remove the mounting
bolts, sculpted seat, and spacer, and screw in the auxiliary seat at the lower
height. Next time: I would like to try the multicolored
sculpted seat that Phil Green uses on his Wood Song boats.
The seat is one designed by Martin Step at Green Valley Boats. It is
built from ash, and was fitted lower in the boat than shown here. Mac
McCarthy, the boat designer, recommends mounting the seat at a height of 11/2"" above the bilge. At that height, the mounting "ears"
would be completely cut off. I wanted to use the sculpted seat, but also
wanted to have it mounted low as designed. I decided to use two seats -
the original sculpted one shown, and another smaller plain vanilla seat that
would mount at the design height. In order to accomplish this, I epoxied a
11/2" riser in place with another spacer riser 1" high loosely on top
of the main one. The bottom riser has brass threaded inserts to accept
brass flat head bolts through the seat frame, the 1 inch spacer, and into the
main riser. If I want to use a lower seat, I will remove the mounting
bolts, sculpted seat, and spacer, and screw in the auxiliary seat at the lower
height. Next time: I would like to try the multicolored
sculpted seat that Phil Green uses on his Wood Song boats.
 I started the inwales by cutting a strip of ash 3/8"
wide and 3/4"
high. Then I cut some dark red cedar the same size, and
cut scupper blocks 31/4" long using a
3/8"
Forstner bit in the drill
press. This gave me the rounded ends in the scuppers. I epoxied
these blocks to the ash strips at the 31/4" spacing I used on the accent
strip, and cut mortises to accept the tenons to be cut on the ends of the
thwart.
I started the inwales by cutting a strip of ash 3/8"
wide and 3/4"
high. Then I cut some dark red cedar the same size, and
cut scupper blocks 31/4" long using a
3/8"
Forstner bit in the drill
press. This gave me the rounded ends in the scuppers. I epoxied
these blocks to the ash strips at the 31/4" spacing I used on the accent
strip, and cut mortises to accept the tenons to be cut on the ends of the
thwart.
The thwart is ash, with tenons cut to fit the mortises in the inwales. Shaping the band sawn blank was very easy, using a spoke shave, block plane, rasps, and the RO sander. The cured inwales were then clamped to the inside of the sheer, and screwed on from the outside. The round head screws were only temporary, and were driven off center through the sheer and into the the scupper blocks. All the screws were put in dry and then removed. This defined the screw holes, making it easy to put the screws back in when the epoxy was applied.
The inwales were removed and the thwart glued in. I also glued on carlins to hold the ends of the inwales together. I then had an assembly outside of the boat consisting of the two inwales with the thwart between them, and the ends of the inwales connected by the carlins. Though seemingly unwieldy, it was surprisingly rigid.
Routing the round overs on the bottom of the inner edges of the inwales was next, using a 1/4" round over bit in the table mounted router. This was somewhat clumsy, but the wheeled table saw served as a mobile support. I continued the routing onto the thwart a few inches, and later blended the round edges with the sculpted thwart once the assembly was mounted in the hull.
Gluing the assembly into the hull was surprisingly easy, due to the fact that the screw holes were already in place. I then turned to the outwales. These were also ash strips cut 3/8" wide and 3/4" high. They were clamped in place and screw holes marked, this time centered on the scupper blocks. I unclamped them and drilled 3/8" counter bores 3/16" deep at each screw hole location, then clearance holes for the screws. The edges were rounded on the router table. The outwales were then epoxied on, again using screws to hold it for a few days. Once cured, the screws were replaced by cherry plugs, later trimmed and sanded flush. Finally, each scupper edge was rounded over with a brass piloted 1/8" bit in a hand held router. Next time: Not much different. I like the sculpted thwart flowing into the inwales and the rounded over scuppers. I will probably use darker plugs than the cherry for more contrast. The cherry may darken with age, though. We shall see. (Note: See the Gunwales section for a more detailed general description of making conventional scuppered gunwales.)
 The
decks were made from red cedar (center stripe), spruce cut from a Home Depot 2 x
6, Peruvian walnut left over from the accent stripe, and some birds eye
maple. The design was chosen to complement the colors and woods in the
accent stripe. All pieces were planed to 1/4"+ and edge glued with
Titebond into a rather odd shaped blank. After scraping off the excess
dried glue, another run through the planer brought the blanks to 1/4"
and
removed the rest of the glue squeeze out. The blanks were held over the
bow and stern, and a tracing drawn from underneath to define the rough
shapes. Then the blanks were cut out to rough oversize. The curved
inboard edge was made to be continuous with the inwales, and cut oversize over
the carlins.
The
decks were made from red cedar (center stripe), spruce cut from a Home Depot 2 x
6, Peruvian walnut left over from the accent stripe, and some birds eye
maple. The design was chosen to complement the colors and woods in the
accent stripe. All pieces were planed to 1/4"+ and edge glued with
Titebond into a rather odd shaped blank. After scraping off the excess
dried glue, another run through the planer brought the blanks to 1/4"
and
removed the rest of the glue squeeze out. The blanks were held over the
bow and stern, and a tracing drawn from underneath to define the rough
shapes. Then the blanks were cut out to rough oversize. The curved
inboard edge was made to be continuous with the inwales, and cut oversize over
the carlins.
Two support strips of ash were epoxied onto the inside of the hull about a quarter inch below the sheer line, between the carlins and stems. Cross pieces were also glued between the strips just touching the back edge of the carlins. The deck blanks were then fitted, and the undersides fiberglassed using only a wet out coat of epoxy. When they had cured, I trimmed the cloth and epoxied them in.
The butterfly picture on the forward deck was first ink jet printed on tissue paper, a piece of which was scotch taped to a standard sheet of printer paper. Some of the ink bled through, but it was of no consequence. The picture was then cut out fairly close with an Exacto knife. A brush full of epoxy was put on the deck and the picture placed in it, followed by brushing it down with more epoxy. The precut 6 oz. cloth was immediately put down and wet out with MAS slow. The next day the cloth was trimmed flush at the outwales and feathered. I used a router with a flush trim bit to refine the curved edges with the carlins, then a brass piloted 1/8" round over bit for the final edge treatment to make the deck continuous with the inwales. The undersides of the carlins were rounded with a rasp. Four fill coats were then applied. (Two of these epoxy coats were also applied to all of the gunwales and thwart.) After the decks had hardened, they were scraped and sanded to 120, ready for varnish. At this point, I signed the bow deck with a new fine point Sharpie marking pen. Subsequent varnish did not affect my signature. Next time: The decks went well. I like flush decks, and the butterfly will probably remain. I may try a sculpted solid walnut or mahogany deck, and have fantasies of learning to relief carve a jumping trout on a light colored deck. I hate to take time out from building to learn relief carving, though.
 After the last coat of epoxy had hardened for about a
week, I scraped off the high spots so that almost all of the shiny (low) spots
were gone, but not quite all. Then it was the 120 grit on the RO sander
that got it all smooth. A lot of hand sanding was done on the gunwales and
tight spots that the RO sander would not reach. The hull was vacuumed with
the shop vac and wiped with the Swiffer cloth.
After the last coat of epoxy had hardened for about a
week, I scraped off the high spots so that almost all of the shiny (low) spots
were gone, but not quite all. Then it was the 120 grit on the RO sander
that got it all smooth. A lot of hand sanding was done on the gunwales and
tight spots that the RO sander would not reach. The hull was vacuumed with
the shop vac and wiped with the Swiffer cloth.
Since there was no hope of getting a flawless finish with a brush or spray without building a dedicated dust free facility, I opted to lay on four coats of varnish with Scotchbrite scuffing between coats, and resigned myself to having to rub out the final coat. I put on a few coats of Z-Spar Captain's varnish with a foam brush, but then switched to the badger hair brush. I noticed no difference. In fact, since rubbing out was to be the final operation, I could have rolled on the varnish coats and tipped off with a dry brush. How the film is built doesn't seem to make any difference, as long as the dust nibs and cat hair are removed between coats.
With the outside done, I flipped the hull over and did the same to the inside, applying one coat each day. This gave the outside time to completely set up, ready for the rub out.
I started the rub out sequence by first scrubbing with the Scotchbrite pad to remove the dust and other debris, using the RO sander for power. I then wet sanded with 1000 grit wet or dry paper wrapped around a foam sanding block, paying particular attention to defects remaining after the Scotchbrite treatment. This was followed by 1500 and 2000 grit. These last two grits went a lot faster than the 1000, since I only had to remove the scratches from the previous sanding, and not any bumps. I then used a power buffer with Meguiar's #2 liquid polish, which began to bring out the gloss. This was followed with Meguiar's #9 Swirl remover, using a lamb's wool pad cushioned by a 3/4" foam pad on the RO sander. The gloss got higher. Finally, I waxed it with Meguiar's paste wax.
The final finish was not quite mirror gloss, but extremely smooth and perfectly acceptable. The boat won first in class at the Northeastern Woodworkers Association annual show. It was judged against all sorts of woodworking projects, including two other strip built boats. Next time: Pay more attention to the rub out. First, don't get any runs. If I do, make sure they are completely removed with the first wet sanding. A scraper is no good here, since residual scratches remain after the wet sanding. The runs seemed to disappear with the scotchbrite scuffing, but showed up at the compounding. Also get rid of the big Milwaukee grinder/buffer. It is quite powerful and did the job well, but its heavy weight and trying to manipulate it inside the hull left some serious marks where the hard edge of the rubber disk supporting the lamb's wool put too much pressure in difficult spots. I would also start with Meguiar's #1 to start the gloss, followed by the #2 and #9. This would be an extra step, but would only add another couple of days. Also, I would probably start with 800 grit wet or dry to take down the dust hills and other defects before going to 1000. (Note: Rubbing out a finish is a lot of work that will not stand up when the boat gets its first exposure to hot summer sun due to thermal curing and print through, both of which are addressed in Fiberglassing - 101. It is entirely possible to get a brilliant finish using a foam brush or spray to apply varnish.



